Laser cutting has fundamentally changed the way metal fabrication shops, manufacturers, and industrial processors work with sheet metal, plate, and tube. If you have ever looked at a precisely cut metal part with smooth edges and tight tolerances and wondered how laser cutting works, this guide is for you. We will walk through the physics of laser cutting, explain the different types of laser cutting machines available today, compare their capabilities, and cover the practical considerations that matter when selecting, operating, and maintaining laser cutting equipment.
Whether you are a fabrication shop owner evaluating your first laser cutting machine, a distributor sourcing equipment for your customers, or an engineer specifying cutting processes for a production line, understanding how laser cutting works at a technical level helps you make better decisions and get better results from your investment.
1. The Basic Principle: How Does Laser Cutting Work?
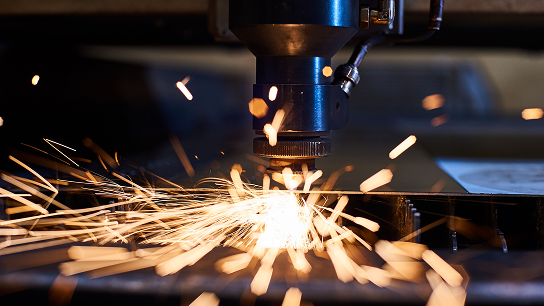
At its most fundamental level, laser cutting works by directing a highly concentrated beam of light onto a material surface. The word LASER stands for Light Amplification by Stimulated Emission of Radiation. A laser cutting machine generates this amplified light beam, focuses it through a lens system to a very small spot (typically 0.1 mm to 0.3 mm in diameter), and directs it at the workpiece. The energy density at this focal point is extreme — often exceeding 10⁸ watts per square centimeter — which is enough to instantly melt, vaporize, or burn through most industrial metals.
But the laser beam alone does not complete the cut. A co-axial assist gas jet, delivered through the same cutting nozzle, performs an equally critical function. Depending on the material and desired edge quality, this assist gas may be:
• Nitrogen (N₂): An inert gas that blows the molten metal out of the kerf without causing oxidation. This produces a clean, oxide-free edge on stainless steel and aluminum. Nitrogen-assist laser cutting is the standard for parts that will be painted, powder-coated, or used in food and medical equipment.
• Oxygen (O₂): A reactive gas that creates an exothermic reaction with the heated steel, adding energy to the cut and increasing cutting speed on mild steel and carbon steel. The trade-off is a thin oxide layer on the cut edge, which is acceptable for most structural and general fabrication applications.
• Compressed air: A cost-effective alternative for cutting thin mild steel and non-critical applications. Air contains roughly 21% oxygen, so it provides a partial exothermic assist on steel while costing far less than bottled nitrogen or oxygen.
The interaction between the focused laser beam and the assist gas is what makes laser cutting work so effectively. The laser melts the material, and the gas jet expels the molten metal from the kerf at high pressure (typically 8–20 bar for nitrogen cutting), leaving a narrow, clean cut with minimal heat-affected zone. The width of the cut (called the kerf) is typically 0.1 mm to 0.4 mm, depending on laser power, material thickness, and cutting parameters.
The cutting head of a laser cutting machine moves across the workpiece surface under CNC (Computer Numerical Control), following a programmed cutting path with positioning accuracy typically in the range of ±0.03 mm to ±0.05 mm. This combination of a precisely controlled energy source, CNC motion, and optimized gas delivery is what allows a laser cutting machine to produce complex shapes with tight tolerances at high speed.
2. Types of Laser Cutting Machines: Fiber Laser vs. CO₂ Laser
Not all laser cutting machines use the same type of laser source. The laser source is the heart of the machine — it generates the beam that does the actual cutting. Understanding the differences between laser source technologies is essential to understanding how each laser cutting machine works and which type is best suited for your application.
2.1 Fiber Laser Cutting Machines
Fiber laser cutting machines use a solid-state laser source in which the laser beam is generated inside a doped optical fiber (typically ytterbium-doped) and delivered to the cutting head through a flexible fiber optic cable. This is the dominant technology in the metal cutting industry today and the type of laser cutting machine most manufacturers and fabricators are purchasing.
How a fiber laser cutting machine works: Semiconductor diode lasers pump energy into the doped fiber core. The stimulated emission process within the fiber amplifies the light to very high power levels (1 kW to 30+ kW in commercial cutting machines). The beam exits the fiber delivery cable at the cutting head, where it passes through a collimating lens and a focusing lens to create a small, intense focal spot on the workpiece. Because the beam is generated and delivered entirely within fiber optics, there are no free-space mirrors to align, no gas tubes to maintain, and no consumable laser gas to replenish. This makes fiber laser cutting machines significantly lower in maintenance cost and higher in reliability than older CO₂ laser systems.
Fiber lasers produce a beam wavelength of approximately 1,070 nm (near-infrared), which is absorbed much more efficiently by metals than the 10,600 nm wavelength of CO₂ lasers. This higher absorption rate means fiber laser cutting machines can cut reflective metals like aluminum, brass, and copper much more effectively than CO₂ lasers, and they achieve faster cutting speeds on thin to medium-thickness steel. The wall-plug electrical efficiency of fiber lasers is typically 30–40%, compared to only 8–12% for CO₂ lasers, which translates directly into lower electricity costs per cutting hour.
2.2 CO₂ Laser Cutting Machines
CO₂ laser cutting machines use a gas laser source in which the beam is generated by electrically exciting a mixture of carbon dioxide, nitrogen, and helium gas inside a sealed tube or resonator cavity. CO₂ lasers were the original technology that brought laser cutting into mainstream industrial use in the 1980s and 1990s.
How a CO₂ laser cutting machine works: High-voltage electrical discharge excites the CO₂ gas molecules, which then emit photons at a wavelength of 10,600 nm (far-infrared). The beam is amplified within the resonator by bouncing between mirrors, then directed to the cutting head through a series of reflective mirrors and beam tubes. The beam is focused onto the workpiece by a zinc selenide (ZnSe) lens.
CO₂ lasers still have certain advantages: they produce a smoother cut edge on thick acrylic, wood, and some non-metals, and on thick mild steel (above 20 mm) some operators prefer the CO₂ cut quality. However, for the vast majority of metal cutting applications, fiber laser cutting machines have largely replaced CO₂ systems due to their lower operating costs, higher cutting speeds on thin to medium materials, lower maintenance requirements, and ability to cut reflective metals.
3. Different Configurations of Laser Cutting Machines
Laser cutting machines come in several configurations designed for different production needs. Each configuration applies the same laser cutting principle but is built to handle different workpiece types and production volumes.
3.1 Single Bed (Single Table) Laser Cutting Machines
A single bed laser cutting machine has one fixed cutting table. The operator loads a sheet of metal onto the table, the machine cuts the programmed parts, and then the operator removes the finished parts and loads the next sheet. This is the most compact and affordable configuration. Single bed laser cutting machines are well suited for small to medium-volume shops, job shops with varied work, and facilities with limited floor space. The trade-off is that the machine is idle during loading and unloading, which reduces overall throughput in continuous production.
3.2 Exchange Bed (Shuttle Table) Laser Cutting Machines
An exchange bed laser cutting machine solves the loading/unloading bottleneck by using two tables that alternate positions. While the laser cuts on one table, the operator unloads finished parts and loads a new sheet on the second table. When the cutting cycle finishes, the tables shuttle positions automatically, and cutting resumes on the fresh sheet within seconds. This configuration significantly increases productive cutting time — in high-volume environments, an exchange bed laser cutting machine can maintain 85–95% laser-on time compared to 50–65% for a single bed machine. Exchange bed machines with full protective enclosures also improve operator safety and reduce dust and fume exposure.
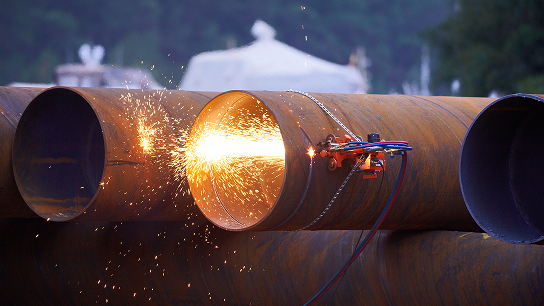
3.3 Laser Pipe and Tube Cutting Machines
A laser pipe cutting machine is specifically designed to cut round tubes, square tubes, rectangular profiles, channel sections, and angle iron. The machine holds the tube in a rotary chuck and feeds it through the cutting zone while the laser head moves in coordinated axes to cut holes, slots, notches, coping profiles, and end cuts. Understanding how laser cutting works on tubes requires appreciating the additional complexity: the machine must simultaneously control the tube rotation, linear feed, and laser head position to maintain a consistent focal point on a curved surface. Modern laser pipe cutting machines can include automatic loading and unloading systems that handle bundles of raw tube and sort finished parts, enabling virtually unattended operation.
3.4 Plate and Tube Combo Laser Cutting Machines
A plate and tube combo laser cutting machine integrates flat sheet cutting capability with tube cutting in a single machine. This dual-purpose configuration is particularly attractive for fabricators who need to cut both flat parts and tube components but cannot justify the floor space and investment of two separate machines. The machine switches between sheet cutting mode and tube cutting mode, with the appropriate fixtures and material handling for each.
3.5 Large Format High-Power Laser Cutting Machines
For fabricators processing oversized sheet metal or thick plate, large format laser cutting machines offer extended cutting beds (up to 2,500 mm × 6,000 mm or larger) and high laser power (6 kW to 30+ kW). These machines are engineered for heavy structural steel fabrication, shipbuilding, pressure vessel manufacturing, and heavy equipment production. High-power fiber laser cutting machines have pushed the practical cutting thickness limit on mild steel to 50 mm and beyond, a range that was previously the exclusive domain of plasma and oxy-fuel cutting.
3.6 Fully Automatic Fiber Laser Blanking Lines
A laser blanking line represents the highest level of laser cutting automation. It feeds sheet metal directly from a coil (rather than pre-cut sheets), flattens and straightens the material in-line, and then laser-cuts parts from the continuous strip. This eliminates the shearing step, reduces material waste (through optimized nesting on the continuous strip), and dramatically increases throughput. Laser blanking lines are used in automotive stamping operations and high-volume sheet metal production.
4. Key Components of a Fiber Laser Cutting Machine
To fully understand how a laser cutting machine works, it helps to know the function of each major component in the system. A modern fiber laser cutting machine consists of:
• Fiber laser source (resonator): The component that generates the laser beam. Measured in kilowatts (kW), the laser source power directly determines the machine’s maximum cutting thickness and cutting speed. Common power levels for metal cutting are 1 kW, 1.5 kW, 2 kW, 3 kW, 4 kW, 6 kW, 8 kW, 12 kW, 15 kW, 20 kW, and 30 kW.
• Cutting head: Contains the collimating optics, focusing lens, protective window, nozzle, and capacitive height sensor. The cutting head focuses the laser beam onto the workpiece and delivers the assist gas. Autofocus cutting heads can automatically adjust the focal position for different materials and thicknesses without manual intervention.
• CNC control system: The computer and motion controller that reads the cutting program (typically in G-code format generated by nesting software), controls the motion axes, and manages all machine functions including laser power, gas pressure, and cutting speed. High-quality CNC systems enable fast acceleration and deceleration, smooth contouring at high speed, and precise positioning.
• Machine frame and bed: The structural foundation of the laser cutting machine. A rigid, thermally stable frame is essential for maintaining cutting accuracy over years of operation. The cutting bed supports the workpiece on a grid of slats or pins that can be replaced as they wear from laser exposure.
• Drive system (motors and guides): Servo motors or linear motors drive the cutting head across the workpiece in X and Y axes. Linear guide rails and rack-and-pinion drives or ball screw drives provide the mechanical precision. Linear motor drives offer the highest speed and acceleration for high-productivity applications.
• Gas delivery system: Regulators, solenoid valves, and piping that deliver nitrogen, oxygen, or compressed air to the cutting nozzle at the correct pressure. Some machines include automatic gas switching to change between nitrogen and oxygen based on the material being cut.
• Chiller / cooling system: The fiber laser source, cutting head optics, and drive motors all generate heat that must be removed. An industrial chiller circulates coolant through the laser source and cutting head to maintain stable operating temperatures.
• Fume extraction and dust collection: The cutting process generates metal fumes and fine particles. A downdraft extraction system or enclosed extraction system removes these from the cutting zone and filters them before exhausting clean air.
• Enclosure and safety systems: Most modern laser cutting machines operate within a full or partial enclosure to contain the laser beam and protect operators. Interlocked access doors, laser safety glass viewports, and Class 1 laser safety compliance are standard features.
5. Laser Cutting Parameters: How Settings Affect Cut Quality
Understanding how laser cutting works in practice means understanding the key parameters that operators adjust to optimize cut quality for different materials and thicknesses. The interaction between these parameters determines edge quality, dimensional accuracy, cutting speed, and consumable life.
• Laser power (watts/kilowatts): Higher power enables faster cutting and thicker material capacity. However, using excessive power on thin material can cause excessive melting, wider kerf, and poor edge quality. Matching laser power to material thickness is fundamental.
• Cutting speed (mm/min or m/min): The travel speed of the cutting head across the workpiece. Too fast results in incomplete cuts or excessive dross on the bottom edge. Too slow wastes time and can cause excessive heat input, wider kerf, and heat-affected zone.
• Assist gas type and pressure: As discussed earlier, nitrogen gives oxide-free edges, oxygen increases speed on mild steel, and air is a low-cost option. Gas pressure must be calibrated for each material and thickness — typical nitrogen pressure for stainless steel cutting is 12–20 bar, while oxygen cutting on mild steel uses 0.5–1.5 bar.
• Focal position: The vertical position of the laser beam’s focal point relative to the material surface. For thin material, the focus is typically on or slightly above the surface. For thick material, the focus may be positioned below the surface to distribute energy more evenly through the cut depth. Incorrect focal position is one of the most common causes of poor cut quality.
• Nozzle diameter and standoff distance: The nozzle opening determines gas flow dynamics, and the standoff distance (gap between nozzle tip and material surface) affects gas coverage and cutting consistency. Standard nozzle diameters range from 1.0 mm to 3.0 mm depending on the application.
• Cutting mode (continuous wave vs. pulsed): Continuous wave (CW) cutting delivers a constant laser beam and is used for most production cutting. Pulsed cutting delivers the laser energy in rapid on/off pulses, which reduces average heat input and is useful for very thin materials, small features, and applications where minimal thermal distortion is critical.
In practice, laser cutting machine manufacturers and nesting software providers supply recommended cutting parameter libraries that give the operator a starting point for each combination of material type, thickness, and assist gas. Experienced operators then fine-tune these parameters based on the specific material batch, desired edge quality, and production priorities.
6. Materials and Thickness: What Can a Laser Cutting Machine Cut?
One of the most common questions about how laser cutting works is: what materials and thicknesses can a laser cutting machine handle? The answer depends primarily on the laser power level, the material type, and the assist gas used. The following table provides a practical reference for fiber laser cutting capabilities on the most common industrial metals:
| Laser Power | Mild Steel (O₂) | Stainless Steel (N₂) | Aluminum (N₂) | Brass / Copper (N₂) |
| 1 kW | Up to 10 mm | Up to 5 mm | Up to 3 mm | Up to 2 mm |
| 2 kW | Up to 16 mm | Up to 8 mm | Up to 6 mm | Up to 4 mm |
| 3 kW | Up to 20 mm | Up to 10 mm | Up to 8 mm | Up to 6 mm |
| 6 kW | Up to 25 mm | Up to 16 mm | Up to 12 mm | Up to 8 mm |
| 12 kW | Up to 35 mm | Up to 25 mm | Up to 20 mm | Up to 12 mm |
| 20 kW | Up to 50 mm | Up to 40 mm | Up to 30 mm | Up to 16 mm |
| 30 kW | Up to 60 mm+ | Up to 50 mm | Up to 40 mm | Up to 20 mm |
Note: Maximum cutting thicknesses are approximate and depend on cutting speed, edge quality requirements, and specific machine configuration. Higher thicknesses may be achievable at reduced speed with acceptable edge quality.
These figures illustrate a key point about how laser cutting works at different power levels: increasing laser power does not simply mean you can cut thicker material. It also means you can cut the same thickness faster, with better edge quality, and with greater consistency over long production runs. A 6 kW laser cutting machine cutting 6 mm mild steel will be significantly faster and produce better edges than a 2 kW machine cutting the same material. This is why many fabricators choose a laser power level well above their maximum thickness requirement — the productivity gain on everyday work justifies the additional investment.
Fiber laser cutting machines can also cut galvanized steel, pre-painted steel, spring steel, Hardox and wear-resistant plate, and many special alloy steels. Non-metallic materials such as wood, acrylic, and fabric are generally better suited to CO₂ laser cutting machines because the 10,600 nm CO₂ wavelength is absorbed more efficiently by these organic materials.
7. Laser Cutting vs. Other Cutting Methods: A Practical Comparison
Understanding how laser cutting works becomes most useful when you compare it against alternative cutting methods. Each cutting process has its strengths, and the right choice depends on material type, thickness range, production volume, edge quality requirements, and budget. The following comparison table helps put laser cutting in context:
| Factor | Fiber Laser | Plasma | Waterjet | Oxy-Fuel | Mechanical (Punch/Shear) |
| Typical Kerf Width | 0.1–0.4 mm | 1.0–3.0 mm | 0.5–1.5 mm | 2.0–4.0 mm | Shear/deform |
| Positioning Accuracy | ±0.03–0.05 mm | ±0.2–0.5 mm | ±0.05–0.1 mm | ±1.0–2.0 mm | ±0.1–0.3 mm |
| Edge Quality | Excellent, oxide-free with N₂ | Good, some dross | Excellent, no HAZ | Rough, heavy oxide | Clean shear/punch |
| Heat Affected Zone | Very narrow (0.1–0.3 mm) | Wide (1–3 mm) | None | Very wide (3–10 mm) | None |
| Thin Material (≤3 mm) | Excellent — fast, precise | Poor–Fair | Good but slow | Not suitable | Excellent if simple shapes |
| Thick Material (≥25 mm) | Good (high power needed) | Excellent | Excellent | Excellent on steel | Limited |
| Non-Ferrous Metals | Excellent (fiber laser) | Good | Excellent | Not possible | Good |
| Operating Cost | Low–Medium (electricity, gas, nozzles) | Low (air, consumables) | High (abrasive, water) | Very low (gas only) | Very low |
| Capital Investment | High | Medium | High | Low | Medium–High |
| Automation Potential | Very high (CNC, auto-loading) | High (CNC gantry) | High (CNC) | Medium | High (CNC turret) |
As the comparison shows, laser cutting occupies a sweet spot for thin to medium-thickness metal cutting where precision, speed, edge quality, and automation are priorities. Plasma cutting remains competitive for thicker steel where edge quality requirements are less demanding and capital budget is more constrained. Waterjet cutting is the go-to choice when zero heat-affected zone is required (for example, on heat-treated parts) or when cutting non-metals like stone and glass. Oxy-fuel cutting remains the lowest-cost option for thick carbon steel plate.
For many fabrication shops, the practical answer is a combination. A fiber laser cutting machine handles the majority of thin to medium work with maximum speed and quality, while a plasma cutting machine or oxy-fuel torch covers the occasional thick plate work. Understanding how laser cutting works relative to these alternatives lets you allocate your equipment budget most effectively.
8. CNC Nesting and Programming: How Software Drives the Laser Cutting Machine
The physical laser cutting process is only half of how a laser cutting machine works in a production environment. The other half is the software workflow that translates design files into optimized cutting programs.
CAD to Cut: The Digital Workflow
The typical workflow starts with a CAD (Computer-Aided Design) file — usually in DXF or DWG format — that defines the part geometry. This file is imported into nesting software, which arranges multiple parts onto a sheet of material in the most efficient layout to minimize waste. Good nesting software considers material grain direction, part spacing (to avoid thermal distortion on closely spaced parts), lead-in/lead-out positions, and cutting sequence optimization (to minimize travel time between cuts).
The nesting software generates a CNC program that contains the complete cutting path, laser power settings, cutting speed, assist gas selection, and piercing parameters for each material thickness. The program is sent to the laser cutting machine’s CNC controller, which executes the cutting sequence. Modern laser cutting machines can receive programs via network connection, allowing remote programming and job scheduling from an office.
Common Nesting Strategies
• True-shape nesting: The software rotates and arranges irregular part shapes to fit together as tightly as possible, like solving a jigsaw puzzle. This maximizes material utilization, which is typically the single largest cost in laser cutting operations.
• Common-line cutting: Adjacent parts share a common cut edge, eliminating the material between them. This reduces cutting time and material waste but requires parts that can tolerate the shared edge geometry.
• Tabbed cutting: Small tabs hold parts in place on the sheet skeleton during cutting, preventing them from tipping up into the cutting head. Tabs are particularly important for small parts and thick materials. The tabs are removed after cutting by breaking or grinding.
• Micro-joint cutting: Similar to tabbing but with very small connection points that break easily during part removal.
The efficiency of the nesting and programming workflow directly affects the productivity and profitability of a laser cutting machine. A well-nested sheet of parts can achieve 85–95% material utilization, while poorly nested jobs might waste 30% or more of the raw material. For high-volume operations, investing in advanced nesting software pays for itself quickly through material savings alone.
9. Maintenance, Consumables, and Operating Costs of Laser Cutting Machines
One of the practical advantages of understanding how laser cutting works is being able to manage operating costs and maintenance schedules effectively. Compared to plasma cutting and mechanical cutting, fiber laser cutting machines have relatively few consumable parts, but those parts are critical to maintaining cut quality.
Key Consumable Items
• Cutting nozzle: The copper nozzle at the bottom of the cutting head wears from heat exposure and occasional contact with the material. Nozzle life varies from a few hours to several weeks depending on the application. Nozzles are inexpensive and easy to replace.
• Protective window (cover glass): A small optical glass element that sits at the bottom of the cutting head assembly to protect the internal focusing lens from spatter and fume contamination. The protective window should be inspected regularly and replaced when contaminated or damaged. A dirty or damaged protective window absorbs laser energy, which heats the glass and can lead to catastrophic failure of the much more expensive focusing lens.
• Focusing lens and collimating lens: These are the main optical elements in the cutting head. With proper protective window maintenance, these lenses can last for years. However, if a contaminated protective window is not replaced in time, the focusing lens can be damaged and requires replacement at significantly higher cost.
• Cutting bed slats: The support slats on the cutting table gradually wear from laser exposure and spatter buildup. They need periodic replacement or rotation to maintain a flat, stable workpiece support surface.
Major Operating Cost Components
• Assist gas: Nitrogen is the largest ongoing consumable cost for most laser cutting operations, especially when cutting stainless steel and aluminum. A 6 kW laser cutting machine cutting 3 mm stainless steel with nitrogen typically consumes 30–50 m³ of nitrogen per hour. Liquid nitrogen bulk tanks are much more cost-effective than bottled gas for high-volume operations. Oxygen consumption for mild steel cutting is much lower.
• Electricity: A 6 kW fiber laser cutting machine (including laser source, chiller, and auxiliary systems) typically draws 25–40 kW of total electrical power. This is roughly half the electrical consumption of a CO₂ laser with equivalent cutting performance, making fiber lasers significantly more economical to operate.
• Nozzles and protective windows: Low individual cost, but replaced frequently enough to be a measurable expense in a busy shop.
• Chiller maintenance: Regular filter cleaning and coolant replacement to maintain proper cooling of the laser source and cutting head optics.
The total operating cost per meter of cut or per part is what matters most. In general, fiber laser cutting machines offer the lowest cost per part for thin to medium-thickness metal cutting, especially when cutting speeds and material utilization are optimized through good nesting software and well-maintained equipment.
10. Choosing the Right Laser Cutting Machine: Practical Buying Considerations
Understanding how laser cutting works provides the technical foundation for selecting the right machine. Here are the practical questions to work through:
Laser Power Selection
Choose based on your most common cutting work, not your maximum thickness. If 80% of your cutting is 1–6 mm mild steel and stainless steel, a 3–6 kW laser cutting machine provides an excellent balance of speed and capability. If you regularly cut 10–20 mm plate, a 6–12 kW machine is more appropriate. Going beyond 12 kW is justified when cutting thick plate at production speeds or when cutting thick stainless steel and aluminum with nitrogen.
Bed Configuration
Single bed machines suit low to medium volume and varied job shop work. Exchange bed machines are essential for high-volume production where maximizing laser-on time is a priority. If you cut tube and pipe in addition to flat sheet, consider a combo machine or a dedicated laser pipe cutting machine.
Machine Frame and Build Quality
The mechanical precision and long-term stability of a laser cutting machine depend on its frame construction. Look for stress-relieved welded steel frames, precision-machined guide surfaces, and quality linear guide rail and drive components. A machine that cuts accurately on day one but loses precision after a year of production use is a poor investment.
CNC Controller and Software Ecosystem
The CNC controller determines how effectively you can program, operate, and manage the laser cutting machine. Look for user-friendly interfaces, compatibility with industry-standard nesting software, network connectivity for remote job loading, and built-in cutting parameter databases. The ability to integrate with your existing ERP or production management system may also be relevant.
Service, Support, and Spare Parts Availability
A laser cutting machine is a significant capital investment, and downtime is expensive. Evaluate the manufacturer’s service capabilities, spare parts inventory and delivery time, remote diagnostic support, and the availability of local technical support in your region. A machine with excellent specifications but poor after-sales support can end up costing far more than a well-supported alternative.
Total Cost of Ownership
The purchase price of a laser cutting machine is only part of the total cost. Factor in electricity consumption, assist gas costs, consumable replacement, maintenance labor, floor space requirements, and expected service life. A laser cutting machine that costs 10% more upfront but consumes 30% less gas and electricity will be the better financial decision over a 5–10 year operating life.
Conclusion
Laser cutting has become the defining technology of modern metal fabrication, and understanding how laser cutting works — from the physics of the focused beam and assist gas interaction, through the different machine configurations and laser source technologies, to the practical realities of nesting software, consumable management, and operating costs — puts you in a much stronger position whether you are buying, operating, or selling laser cutting equipment.
The fiber laser cutting machine, in particular, has dramatically expanded what is possible in terms of cutting speed, edge quality, material versatility, and automation. Machines are available in configurations ranging from compact single-bed units for small job shops to fully automated blanking lines for high-volume automotive production. Regardless of the configuration, the fundamental principle of how laser cutting works remains the same: a precisely focused laser beam, an optimized assist gas jet, and CNC-controlled motion combine to transform flat metal into precision-cut parts with speed and accuracy that other cutting processes cannot match.
Choosing the right laser cutting machine requires matching the laser power, bed configuration, automation level, and total cost of ownership to your specific production requirements. Partnering with a manufacturer that has broad product expertise — covering not just laser cutting machines but also the welding equipment, bending machines, and other fabrication tools that complete your production workflow — ensures you get equipment that fits together as a system and is supported throughout its service life.